Neue Ansätze beim Fügen von additiv gefertigten Kunststoffbaugruppen mittels Laserdurchstrahlschweißen
Newsletter abonnierenDie additive Fertigung von thermoplastischen Komponenten ist aufgrund von immer höheren Individualisierungsgraden, kürzeren Produktlebenszyklen und der Verwendung im Prototypenbau ein stark wachsender Markt. Um solche 3D-gedruckten Teile zu fügen, wird ein ähnlich flexibler Prozess benötigt, was das Laserkunststoffschweißen zu einer perfekten Ergänzung macht. Der Evosys Laser GmbH ist es gelungen, Lösungen für die Herausforderungen beim Schweißen dieser Komponenten zu finden. Dadurch ist es nun möglich, sowohl additiv-additiv Verbindungen als auch additiv-spritzgegossene Bauteile mit qualitativ sehr hochwertigen Verbindungen zu schweißen.
Additive Fertigung wird heute in vielen Bereichen der Industrie eingesetzt. Die Einsatzgebiete erstrecken sich dabei von der Individualisierung von Serienteilen, über Kleinserienproduktion bis hin zum Prototypenbau. Die großen Vorteile dieses Prozesses liegen in der Flexibilität, der Formfreiheit und der Zykluszeit. Die Zeit vom Modell zum fertigen Teil ist deutlich kürzer als bei spritzgegossenen Komponenten, da die Anfertigung eines Spritzgusswerkzeuges entfällt. Bei kleinen Stückzahlen und im Prototypenbau ist die Fertigung aus diesem Grund auch deutlich wirtschaftlicher.
Zur Verwendung der Komponenten beispielsweise als Funktionsprototypen oder auch bei der Individualisierung von Serienteilen kann es nötig sein, mehrere Bauteile sicher zu verbinden. Als Fügeverfahren hierfür eignet sich das Laserkunststoffschweißen, da dieser Prozess sehr variabel und für kleine Stückzahlen geeignet ist, bei gleichzeitig sehr hoher Schweißnahtqualität. Die besondere Struktur der additiv gefertigten Bauteile stellt dabei eine Herausforderung dar, da zum Beispiel aus dem Pulverbett gefertigte Bauteile eine heterogene Mikrostruktur und dadurch geringe Transmission aufweisen. Auch die Oberflächenqualität kann beim Laserschweißen zu Qualitätseinbußen wie Verbrennungen an der Oberfläche führen.
Beim Laserdurchstrahlschweißen wird der Laserstrahl durch den oberen, für die Wellenlänge des Lasers transparenten Fügepartner auf den unteren, absorbierenden Fügepartner fokussiert. Ist die Transmission der oberen Komponente nicht hoch genug, kann das zu verlängerten Schweißzeiten, verringerter Festigkeit der Schweißnaht oder sogar Materialschädigungen bei der Schweißung führen. Durch das Vorbehandeln des lasertransparenten Teils mit einem Laser mit einer Wellenlänge von 1940 nm ist es allerdings möglich, die Transmission additiv gefertigter Bauteile um mehr als 50 % zu erhöhen. Dies führt zu einer signifikanten Verkürzung der Schweißzeit und Verringerung der Verbrennungsneigung im Vergleich zu nicht vorbehandelten Bauteilen.
Qualitätskontrolle zeigt hervorragende Ergebnisse
Qualitativ hochwertige, intakte und belastbare Schweißverbindungen konnten mit und ohne Vorbehandlung hergestellt werden. Zum Testen des Verfahrens wurden von Evosys eigens entwickelte Probebauteile aus PA12 sowohl additiv gefertigt als auch im Spritzgussverfahren hergestellt. Auf diese Weise konnten spritzgegossen-spritzgegossen, additiv-spritzgegossen, spritzgegossen-additiv und additiv-additiv Kombinationen untersucht werden. Spritzgegossen-spritzgegossen ist dabei die klassische Kombination, die in vielen Industriezweigen in unzähligen Fertigungsprozessen verwendet wird. Additiv-spritzgegossen bzw. spritzgegossen-additiv kommt zum Tragen, wenn massengefertigte Spritzgussteile mit individualisierten, in kleinen Stückzahlen additiv gefertigten Komponenten verbunden werden sollen. Dies kommt auch bei großen Bauteilen, deren komplette Herstellung mittels additiver Fertigung zu teuer oder aufgrund der begrenzten Bauraumgröße limitiert ist, zur Anwendung. Bei der additiv-additiv Kombination werden zwei additiv gefertigte Komponenten gefügt, beispielsweise im Prototypenbau oder bei Vor- oder Kleinserien.
Die Bauteile wurden in den genannten Kombinationen verschweißt und anschließend unterschiedlichen Prüfungen zur Validierung der Schweißnahtqualität unterzogen. Um Fehlstellen oder Lufteinschlüsse in der Schweißnaht auszuschließen, wurden Querschliffe quer durch die Schweißnähte angefertigt und unter dem Mikroskop beurteilt. Zur Evaluierung der Schweißnahtfestigkeit dienten Zugversuche. Beide Tests zeigten, dass bei allen Kombinationen qualitativ sehr hochwertige Schweißnähte hergestellt werden konnten. Im Querschliff zeigt sich eine sehr gute, fehlerfreie Durchmischung der beiden Komponenten in der Fügezone. Bei Zugversuchen rissen die Proben nicht im Bereich der Schweißnaht, sondern außerhalb im Bereich des Grundkörpers der additiv gefertigten Bauteile sowie auch der spritzgegossenen Bauteile. Dieses Verfahren erreicht somit eine qualitativ sehr hochwertige Schweißnaht mit einem Schweißfaktor nahe eins.
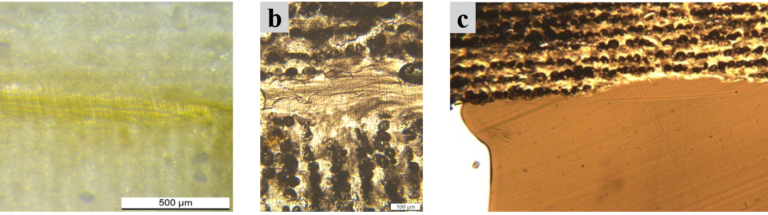
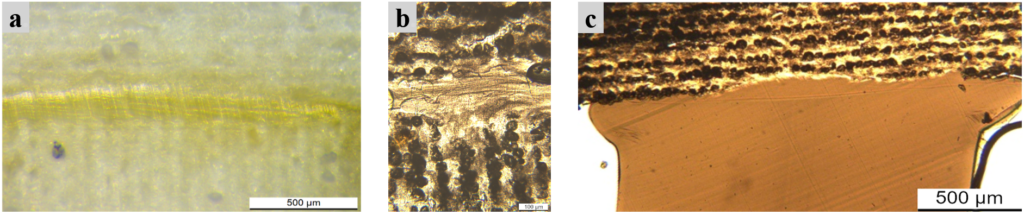
In der folgenden Abbildung sind beispielhaft drei der angefertigten Schliffbilder unter unterschiedlichen Mikroskopen zu sehen. a und b zeigen die Schweißnaht zwischen zwei additiv gefertigten Komponenten. In den Komponenten ist die teilweise noch bestehende Pulverstruktur zu sehen. Durch diese Pulverstruktur ist sehr gut erkennbar, dass beide Fügepartner im Bereich der Schweißnaht komplett auf- und miteinander verschmolzen sind. Auch in Abbildung c, einer Kombination aus additiv (transparenter Fügepartner) und spritzgegossen (absorbierender Fügepartner) ist eine sehr gute Anbindung ohne Fehlstellen zu erkennen.
Flexible Spanntechnik speziell für additiv gefertigte Teile
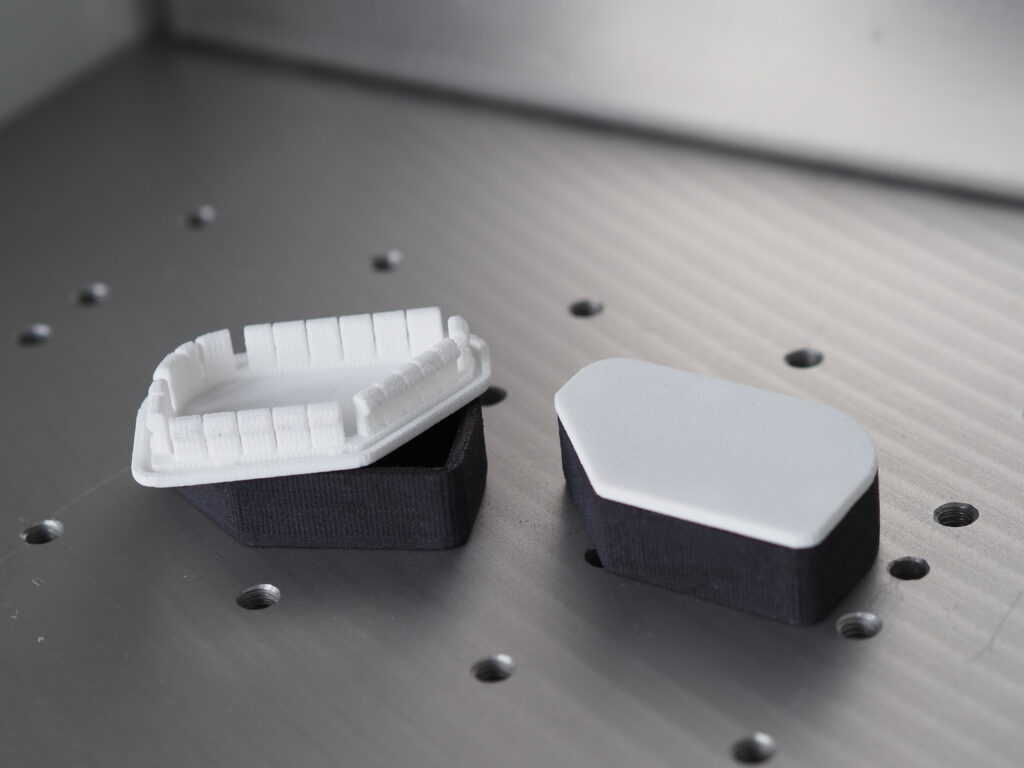
Um die Wärmeübertragung vom absorbierenden Fügepartner zum transparenten Fügeparter während des Schweißprozesses sicherzustellen, werden die zu schweißenden Teile in herkömmlichen Verfahrensvarianten mit einer Außen- oder kombinierten Außen- und Innenspanntechnik in Verbindung mit einer aufwändig gestalteten Werkstückaufnahme zur wiederholgenauen Positionierung der Bauteile gespannt. Die Herstellung der Spanntechniken geschieht klassischerweise spanend. Dies ist mit einen sehr hohem Material- und Zeitaufwand verbunden. Im Bereich der additiven Fertigung, mit kleinen Stückzahlen und wechselnden Geometrien oder Einzelstücken, ist dieses Konzept nicht wirtschaftlich. Stattdessen wurde eine Möglichkeit entwickelt, die genauso flexibel ist wie der Fertigungs- und der Schweißprozess. Mithilfe von umlaufenden Schnappverbindungen im Inneren des Bauteils können die beiden zu fügenden Komponenten vor dem Schweißen in Position gebracht werden und durch eine geschickt gewählte Geometrie der Verbindungselemente spannt sich das Bauteil selbst (siehe Bild). Die speziell für diesen Zweck ausgelegten Schnappverbindungen ermöglichen einen gleichmäßigen und ausreichenden Spanndruck entlang der gesamten Schweißnaht. Zum Schweißen wird das Bauteil im Arbeitsbereich der Anlage platziert und kann ohne zusätzliche Spannwerkzeuge geschweißt werden. Auch auf diese Weise gespannte und geschweißte Bauteile wurden mit den herkömmlich gespannten mittels Zugfestigkeitsprüfungen verglichen. Die Bauteile erzielten dabei ebenso gute Ergebnisse wie herkömmlich gespannte.
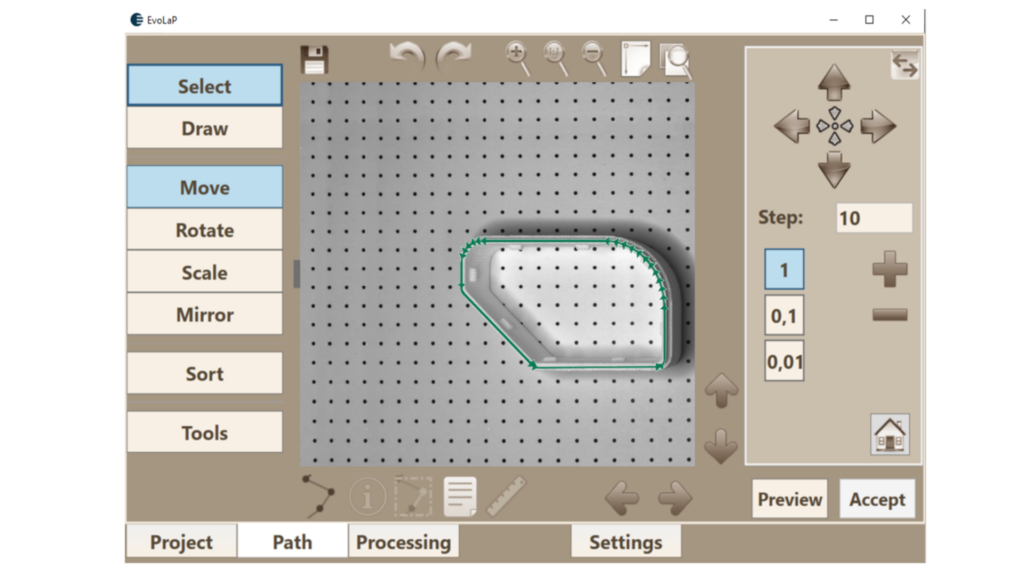
Das Einrichten der zu schweißenden Kontur wird durch die Integration eines Kamerasystems in die Anlagentechnik erleichtert. Durch dieses System kann die aktuelle Aufnahme des Arbeitsraums als Hintergrund in der firmeneigenen Scannersteuerungssoftware EvoLaP angezeigt werden und die Schweißbahn wird somit auf einfache Art und Weise an Position gebracht, wie im unteren Bild zu sehen. Gerade im Bereich der Prototypenfertigung, mit wenigen angefertigten Funktionsmustern ist diese Funktion unabdingbar und es wird dadurch bereits beim ersten Versuch eine hochwertige Schweißnaht erreicht.
Die Versuche wurden im Rahmen eines vom Bundesministerium für Wirtschaft und Klimaschutz (BMWK) geförderten Forschungsprojekts gemeinsam mit dem Bayerischen Laserzentrum durchgeführt.