
Laser-Kunststoffschweißen
Laser-Kunststoffschweißen als industrielle Fügetechnik
Das Laserschweißen von Kunststoffen ist eine präzise, partikelfreie Fügetechnik für thermoplastische Bauteile. Sie ermöglicht in vielen Branchen feste Schweißnähte, zuverlässige Abdichtungen und eine automatisierte Serienfertigung.
So funktioniert Laser-Kunststoffschweißen
Beim Laser-Kunststoffschweißen werden thermoplastische Bauteile miteinander verbunden, indem Laserenergie in die Fügezone geleitet wird. Unter Druck entsteht dann eine kontrollierte Schmelzschicht. Das Ergebnis ist eine feste, saubere und zuverlässige Schweißnaht ohne Klebstoffe oder mechanische Befestigungselemente.
Das Verfahren eignet sich ideal für Anwendungen, bei denen partikelfreies Fügen, hohe Prozesssicherheit und automatisierte Serienfertigung erforderlich sind.
Finden Sie das richtige Schweißverfahren
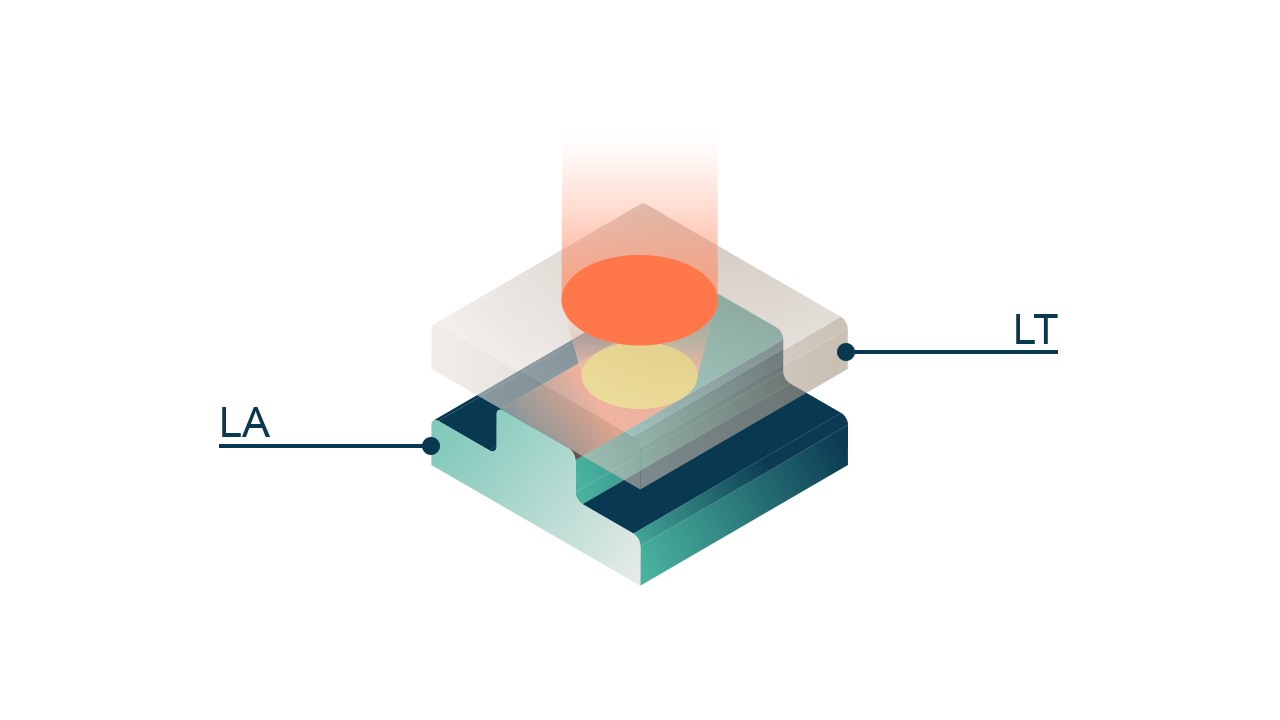
Das Laser-Transmissionsschweißen (LTW) ist das Standardverfahren zum Fügen von thermoplastischen Bauteilen mittels Laser-Kunststoffschweißen. Dabei wird ein laser-transparentes Oberteil (LT) mit einem laser-absorbierenden Unterteil (LA) verbunden, um feste, präzise und zuverlässige Schweißnähte zu erzeugen.
Während des Schweißvorgangs durchdringt der Laserstrahl das transparente Fügeelement und wird vom darunterliegenden Bauteil absorbiert. Die dabei entstehende Wärme schmilzt das Material an der Schnittstelle, während der Fügedruck eine dauerhafte Materialverbindung herstellt.
LTW eignet sich für eine breite Palette von Kunststoffbauteilen, von Mikrofluidik und Medizinprodukten bis hin zu Automobilteilen und Elektronik und ist damit die erste Wahl für die automatisierte Großserienfertigung.
Transparente Fügeteile: Präzises Laserschweißen ohne absorbierende Zusatzstoffe
EvoClear ermöglicht das Laserschweißen von transparenten Kunststoffen ohne den Einsatz absorbierender Additive. Dabei werden zwei lasertransparente Fügepartner (LT1 und LT2) miteinander verbunden, wodurch sich das Verfahren ideal für Anwendungen eignet, die eine hohe Materialreinheit, optische Klarheit oder Biokompatibilität erfordern.
Während des Schweißvorgangs werden die zu verbindenden Teile mit einer definierten Kraft aneinandergepresst. Die Laserenergie durchdringt beide Bauteile, wobei ein kontrollierter Teil davon im Material absorbiert wird, wodurch eine homogene Schmelzschicht entsteht, die eine feste und zuverlässige Schweißnaht bildet.
EvoClear eignet sich besonders für empfindliche, streng regulierte und reinheitskritische Kunststoffbaugruppen, wie beispielsweise Medizinprodukte, Mikrofluidik und optisch sichtbare Anwendungen.
Absorbierende Fügeteile: Flexibles Laserschweißen für nicht-transparente Materialien
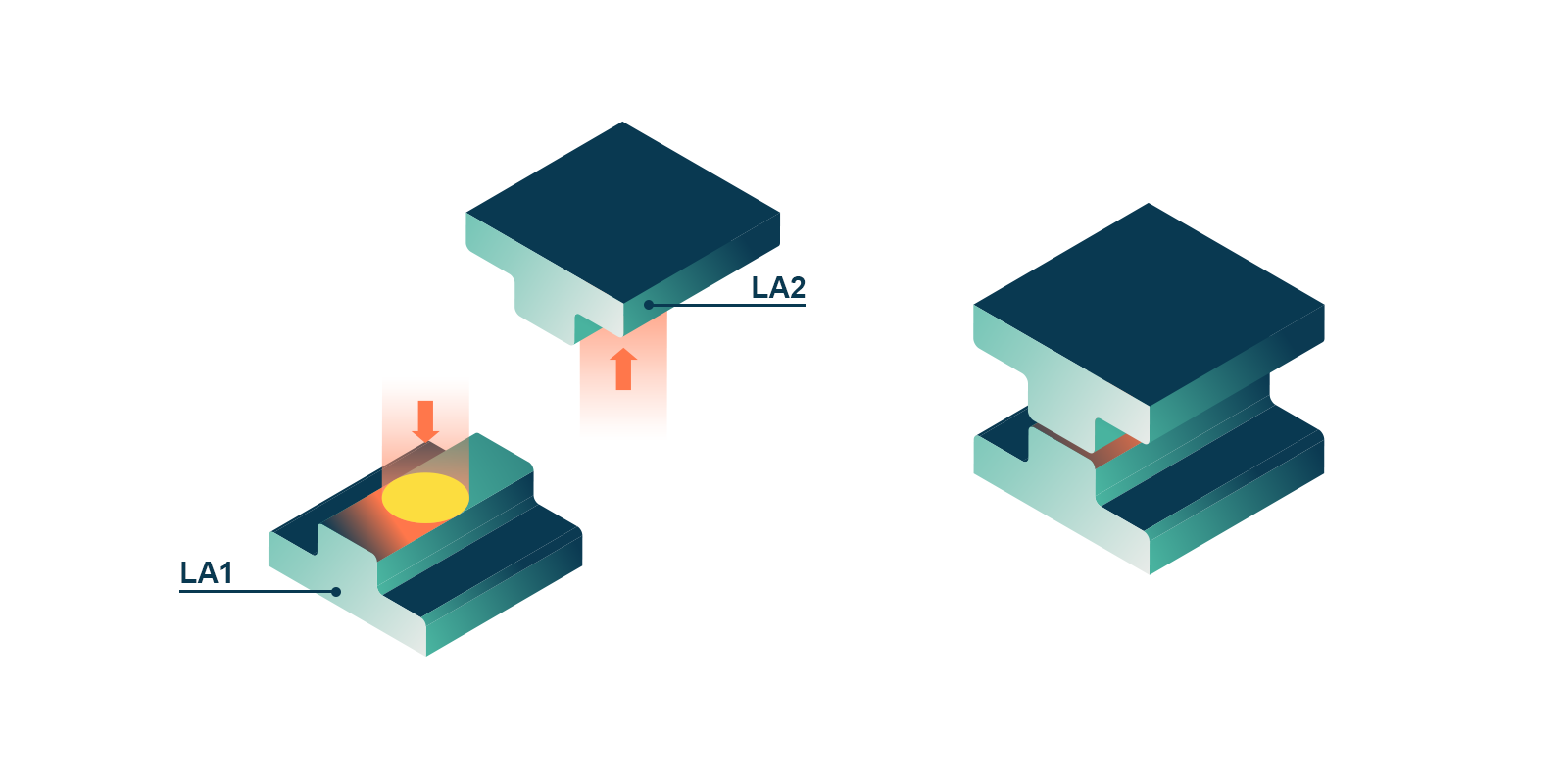
Evo2Step ermöglicht das Laserschweißen von zwei laser-absorbierenden Fügepartnern (LA1 und LA2) und eignet sich somit ideal für nicht-transparente Werkstoffe und anspruchsvolle Werkstoffkombinationen. Das Verfahren ist besonders geeignet, wenn herkömmliches Laser-Transmissionsschweißen nicht angewendet werden kann.
Im ersten Prozessschritt wird die Laserenergie auf die Schweißrippen beider Fügepartner gerichtet, wodurch eine kontrollierte Schmelzschicht entsteht. Sobald der definierte Schmelzzustand erreicht ist, wird der Laser abgeschaltet und die Bauteile werden mit einer definierten Fügekraft zusammengepresst, wodurch eine feste und dauerhafte Schweißnaht entsteht.
Evo2Step eignet sich ideal für kohlenstofffaserverstärkte Kunststoffe (CFK), große Kunststoffbauteile, komplexe Schweißgeometrien sowie Anwendungen, die neue Materialkombinationen erfordern.
Varianten des Laser-Kunststoffschweißens
Die Wahl des Laserschweißverfahrens hängt von der Bauteilgeometrie, den Anforderungen an die Schweißnaht, der Zykluszeit und dem Produktionsvolumen ab. EVOSYS bietet Kontur-, quasi-simultane und simultane Schweißtechnologien an und wählt für jede Anwendung das am besten geeignete Verfahren aus, um eine optimale Schweißqualität und Produktionseffizienz zu erzielen.
Konturschweißen
- Der Laser folgt der Schweißkontur
- Ideal für einfache Schweißgeometrien
- Kostengünstig und hochpräzise
Quasi-Simultanschweißen
- Die Schweißnahtkontur wird wiederholt mit hoher Geschwindigkeit abgetastet
- Gleichmäßige Wärmeverteilung
- Ideal für komplexe Schweißnähte und eine hohe Schweißqualität
Simultanschweißen
- Die gesamte Schweißnaht wird in einem Arbeitsgang erwärmt
- Kürzeste Zykluszeiten
- Ideal für die Großserienfertigung
Die Farbkombination der zu verbindenden Teile hat einen direkten Einfluss auf die Laserabsorption und damit auf die Schweißbarkeit von Kunststoffbauteilen. Dunkle und laser-absorbierende Kombinationen, wie beispielsweise ungefüllt + schwarz oder schwarz + schwarz, lassen sich in der Regel leichter verschweißen, da sie die Laserenergie effizient absorbieren und eine stabile Schmelzschicht bilden.
Je ähnlicher die optischen Eigenschaften der zu verbindenden Werkstücke werden, desto präziser müssen die Laserparameter und Prozessbedingungen beim Schweißvorgang gesteuert werden.
Kombinationen aus transparent + transparent und insbesondere aus weiß + weiß gehören aufgrund ihrer geringen Laserabsorption zu den anspruchsvollsten Anwendungen im Bereich des Laserschweißens von Kunststoffen. Mit fundiertem Prozess-Know-how, optimierten Additiven und spezialisierten Lasertechnologien ermöglicht EVOSYS selbst bei diesen anspruchsvollen Farbkombinationen ein zuverlässiges und reproduzierbares Schweißen.
Leitfaden Laserschweißen
Dokument herunterladenLösungen für das Laser-Kunststoffschweißen

Laser-Module
Kompakte Lasermodule für das Kontur-, quasi-simultane und simultane Schweißen.

Komplettsysteme
Einsatzbereite Systeme für die Prototypenentwicklung und Serienfertigung.

Sondersysteme
Maßgeschneiderte Lösungen für anspruchsvolle Anwendungen und Produktionsanforderungen.

Inspektionssysteme
Prüfung und Prozessüberwachung für eine zuverlässige Schweißqualität.
Software
Software für die Prozessprogrammierung, -überwachung und -integration in die Produktion.
Häufige Fragen
Typische Anwendungen sind Gehäuse, Sensoren, Aktuatoren, medizinische Kartuschen, mikrofluidische Strukturen, elektronische Baugruppen und Komponenten für Konsumgüter. Das Laser-Kunststoffschweißen wird häufig gewählt, wenn Partikel, Vibrationen, Klebstoffe oder mechanische Befestigungen technische oder qualitative Risiken darstellen würden.
EVOSYS unterstützt Anwendungsdesign, Versuche, Prototypen, Machbarkeitsstudien und Produktionssystemkonzepte.
Viele Thermoplaste sind geeignet. Transmission, Absorption, Additive, Schmelzverhalten und Verbindungsdesign bestimmen die Machbarkeit.
Das Laserschweißen wird häufig für empfindliche Komponenten, vibrationsarme Verbindungen, saubere Nähte und kontrollierte Automatisierung bevorzugt.
Ja, unter geeigneten Material- und Prozessbedingungen, zum Beispiel mit EvoClear.
EVOSYS prüft Teile und Materialien, definiert Testziele, führt Schweißversuche durch und bewertet die Schweißnahtfestigkeit, die Dichtungsleistung, die visuelle Qualität und die Produktionsreife.
Möchten Sie eine individuelle Beratung?
