
Echtzeit-Pyrometrie zur Prozesssicherheit beim Laserdurchstrahlschweißen
Newsletter abonnierenTemperaturregelung als Schlüssel zum Erfolg beim Laserschweißen: Temperaturempfindliche thermoplastische Kunststoffe und fokussierte Hochleistungslaser zum Schweißen. Was zunächst nach einem Widerspruch klingt, eröffnet in der Praxis vielfältige Anwendungen. Die Online-Temperaturregelung mittels Hochgeschwindigkeitspyrometer macht es möglich. Evosys Laser hat einen Bearbeitungskopf entwickelt, der nun auch für den Quasisimultanschweißprozess eine vollautomatische, temperaturgeregelte Prozessführung erlaubt.
Berührungslos, schnell, sauber, sicher, wirtschaftlich. Das Laserdurchstrahlschweißen von Kunststoffen bietet viele Vorteile. Mit der stark gebündelten Laserstrahlung lässt sich die zum Schweißen benötigte Energie sehr zielgerichtet in die Fügezone einbringen und so belastbare, hermetisch dichte und optisch ansprechende Schweißverbindungen erzeugen. Empfindliche Bauteile in der Umgebung werden weder einer Temperatur- noch einer Schwingungsbelastung oder Partikeln ausgesetzt, sodass das Verfahren zum Beispiel zum Verschließen von Gehäusen für sensible elektronische Hightechprodukte eingesetzt werden kann.
Doch die hohe Leistungsdichte im Laserfokus bringt auch Gefahren mit sich. Ein Fügespalt zwischen den Komponenten verringert die Wärmeübertragung in der Fügezone und kann zu thermischer Werkstoffschädigung oder lokalen Verbrennungen im absorbierenden Bauteil führen. Ausgelöst wird solch ein Luftspalt beispielsweise durch Maß- oder Positionsabweichungen der Bauteile oder eine falsche Einstellung der Spannvorrichtung. Verschmutzungen der Oberflächen des transparenten Bauteils oder der Spannwerkzeuge können oberflächliche Verbrennungen hervorrufen. Aber auch eine zu geringe Temperatur in der Fügezone, beispielsweise aufgrund von übermäßiger Absorption oder Streuung der Laserstrahlung im transparenten Fügepartner ist problematisch, da dies zu verringerten Verbindungsfestigkeiten führt.
Temperaturüberwachung mittels Pyrometer
Eine präzise Temperaturführung ist deshalb entscheidend für den Prozesserfolg. Beim Kontur- und Radialschweißen mit Festoptiken kann ein berührungsloses Infrarot-Strahlungsthermometer (Pyrometer) koaxial in den Strahlengang der Bearbeitungsoptik eingebracht werden. Mit diesem wird während des Schweißprozesses die aus der Fügezone emittierte plancksche Wärmestrahlung erfasst. So kann die aktuelle Temperatur gemessen und zur Regelung des Prozesses, zum Beispiel durch Anpassen der Laserleistung oder Vorschubgeschwindigkeit eingesetzt werden.
Für den Ausgleich eines Fügespaltes bietet sich aber vor allem das Quasisimultanschweißen an. Bei diesem Verfahren wird der Laserstrahl mit Hilfe eines Galvanometer-Spiegelscanners mit sehr hoher Geschwindigkeit mehrfach über die gewünschte Nahtkontur geführt. Bei jedem Scandurchlauf steigt die Temperatur im bestrahlten Bereich inkrementell an, bis die gesamte Nahtkontur gleichzeitig plastifiziert ist. Dies ermöglicht die Realisierung eines Abschmelzwegs und somit einen Ausgleich von Fertigungs- und Positionstoleranzen und das hermetische Verschweißen selbst im Falle eines Fügespalts.
Scannerbasierte Echtzeit-Pyrometrie
Um auch in scannerbasierten Anwendungen eine Online-Temperaturmessung zu ermöglichen hat Evosys einen Bearbeitungskopf entwickelt, der einen komplexen Galvanometer-Scankopf und ein hochempfindliches Hochgeschwindigkeitspyrometer kombiniert. Der Scanner ist mit besonders großen Spiegeln mit optimierter Beschichtung ausgestattet, um möglichst viel Wärmestrahlung aus der Prozesszone zu erfassen und über einen Strahlteiler zum Pyrometer zu lenken. Durch die Platzierung des Fokussiersystems vor den Scannerspiegeln wird kein F-Theta-Scanobjektiv benötigt. Dadurch ist die koaxiale Ausrichtung des Messpunkts und des Bearbeitungslasers an jeder Position des Scanfeldes gewährleistet und die Transmissionseigenschaften der Linsen beeinflussen die Temperaturmessung nicht. Das Pyrometer zeichnet sich durch eine hohe Empfindlichkeit und kurze Einstellzeiten aus und ermöglicht die Messung von Temperaturen bereits ab 50 °C. Mit dem System kann auch in hochdynamischen Quasisimultanschweißprozessen eine Echtzeit-Temperaturregelung erfolgen.

Vollintegrierte Lösung
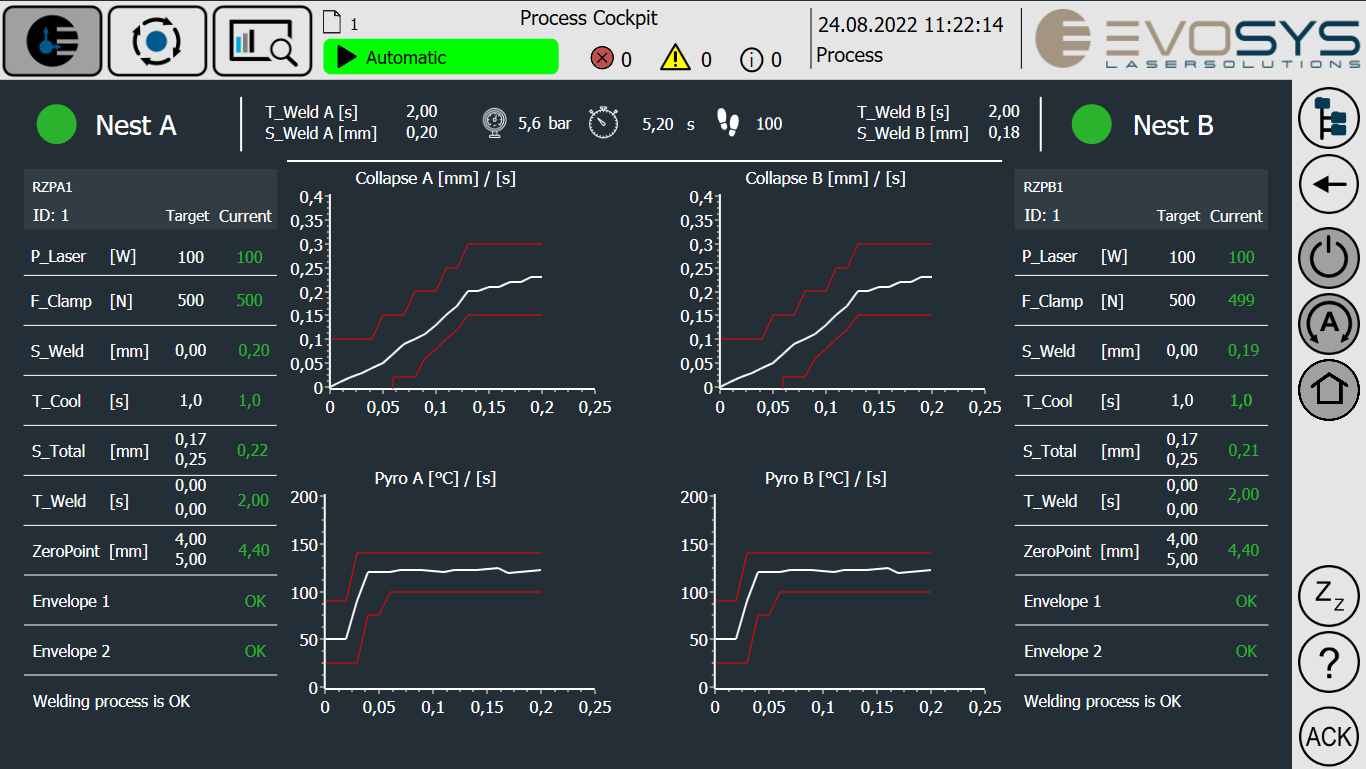
Das neue Bearbeitungsmodul erlaubt nun auch für den Quasisimultanschweißprozess eine vollautomatische, temperaturgeregelte Prozessführung. Die nahtlose Integration in die Prozesssoftware EvoLaP erleichtert dabei die Prozesseinrichtung. Da die Temperatursignale stets an der Bearbeitungsstelle aufgenommen werden, entfällt eine Positionszuordnung und die Messwerte können als einfache Zeit-Temperatur-Kurven ausgewertet werden. Anhand von Gutteilen kann ein Sollwert des Zeit-Temperaturverlaufs gespeichert und mit praktikablen Toleranzen als Hüllkurve versehen werden. Dies ermöglicht auch eine einfache Berücksichtigung von bauteilspezifischen Besonderheiten, wie z.B. einer teilweisen Verschattung des Strahlengangs und Reflexionen der Wärmestrahlung, zum Beispiel an der Spannvorrichtung.
Das Temperatursignal kann zusammen mit anderen Kriterien wie dem Setzweg als Regelgröße für den Quasisimultanschweißprozess genutzt werden. So können selbst bei größeren Schwankungen der Eigenschaften verschiedener Bauteile oder Chargen zuverlässige Schweißverbindungen erzeugt und auftretende Prozessfehler wie lokale Temperaturüberhöhungen sicher erkannt werden. Neben der Optimierung der Verbindungsfestigkeit werden durch die Echtzeit-Regelung auch die durchschnittlichen Prozesszeiten reduziert, da der Schweißvorgang für jedes Bauteil unmittelbar bei Erreichen der gewünschten Kombination aus Setzweg und Fügetemperatur beendet werden kann.
Anwendungsspezifische Systemauslegung
Durch eine anwendungsspezifische Anpassung der Laser- und Pyrometerwellenlängen sowie der Strahlteiler und Filter in den Strahlengängen auf die optischen Eigenschaften des transparenten Fügepartners kann die Signalstärke maximiert und die Prozesssicherheit weiter erhöht werden. Das gesamte optische System wird werkseitig kalibriert, sodass die optische Dämpfung aller Komponenten in den Messungen berücksichtigt ist. Für die Anwender bedeutet das minimalen Einrichtaufwand, ein Maximum an Prozesssicherheit und eine erheblich geringere Ausschussquote auch in herausfordernden Anwendungen.
Sie haben Fragen zu dieser Technologie? Gerne klären wir diese in einer persönlichen Beratung. Sie erreichen uns telefonisch unter +49 9131 – 4088 – 1029 (Hr. Holger Aldebert) oder per E-Mail an sales@evosys-laser.com.