
Laser-Kunststoffschweißen
Laser-Kunststoffschweißen als industrielle Fügetechnik
Definition und Verfahrensprinzip
Das Laser-Kunststoffschweißen ist ein präzises Fügeverfahren für thermoplastische Komponenten. Laserenergie wird in die Fügezone eingebracht, um eine kontrollierte Schmelzschicht und eine starke Materialverbindung unter Druck zu erzeugen. Das Verfahren wird eingesetzt, wenn saubere Schweißnähte, wiederholbare Qualität, zuverlässige Versiegelung und eine automatisierbare Produktion erforderlich sind.
Für Projektmanager und Einkäufer ist das Laser-Kunststoffschweißen vor allem dann von Bedeutung, wenn ein Fügeverfahren ohne Partikel, Klebstoffe und mechanische Befestigungen auskommen und gleichzeitig für die Serienproduktion geeignet sein muss.
Laserdurchstrahlschweißen
Beim Laserdurchstrahlschweißen ist der obere Fügepartner für die Wellenlänge des Lasers transparent, während der untere Fügepartner die Energie absorbiert. Der absorbierende Teil erhitzt sich und schmilzt an der Grenzfläche. Durch Wärmeübertragung und Fügedruck entsteht die Schweißnaht zwischen den beiden Komponenten.
Eine genauere Erklärung des Verfahrens finden Sie unter Laserdurchstrahlschweißen.
Überblick über den Prozess
Fügeteile: Präzises Laserschweißen von transparenten und absorbierenden Bauteilen
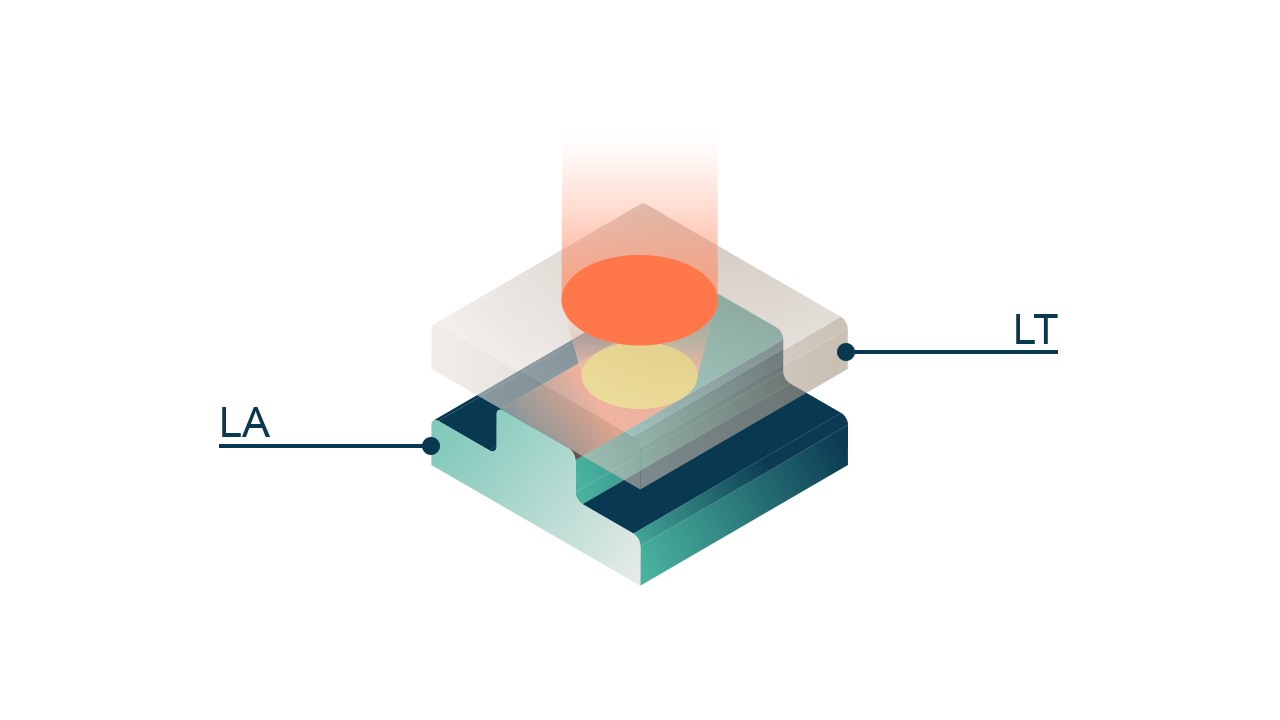
Beim Laser-Kunststoffschweißen werden zwei verschiedene Fügeteile kombiniert: ein transparentes Fügeteil (LT) und ein absorbierendes Fügeteil (LA). Das transparente Teil lässt die Laserenergie durch, während das absorbierende Teil die Energie kontrolliert aufnimmt. Die Komponenten werden vormontiert und im gewünschten Montagezustand fixiert.
Bei einer Überlappschweißung werden die Fügeteile mit definierter Kraft zusammengepresst. Der Laserstrahl geht durch das LT-Teil und trifft auf die Schweißrippe am LA-Teil. Die Rippe wird direkt durch den Laser geschmolzen. Durch die Wärmeübertragung schmilzt auch das LT-Teil in der Kontaktzone, wodurch eine starke, dichte und dauerhafte Materialverbindung zwischen den beiden Fügeteilen entsteht.
Dieses Prinzip eignet sich für alle Standardanwendungen – von kleinen bis großen Teilen, komplexen Schweißgeometrien und mikrofluidischen Komponenten bis hin zu radialen Formen – und bietet eine präzise und zuverlässige Verbindungslösung für Kunststoffbaugruppen.
Transparente Fügeteile: Präzises Laserschweißen ohne absorbierende Zusätze
Bei diesem Laser-Kunststoffschweißverfahren werden zwei transparente Fügeteile (LT1 und LT2) ohne den Einsatz von absorbierenden Zusätzen zusammengefügt. Die Komponenten werden vormontiert und im definierten Montagezustand positioniert.
Bei einer Überlappungsschweißung werden die transparenten Fügeteile mit einer definierten Kraft zusammengepresst. Die Laserenergie durchdringt beide Teile, ein kontrollierter Teil der Energie wird im Material absorbiert und schmilzt beide Fügepartner in der Kontaktzone auf. Das geschmolzene Material verbindet sich und bildet eine homogene, feste Schweißnaht.
Dieses Prinzip eignet sich besonders für Anwendungen, bei denen absorbierende Zusätze nicht zulässig sind, zum Beispiel bei empfindlichen, stark regulierten oder reinheitskritischen Kunststoffbaugruppen.
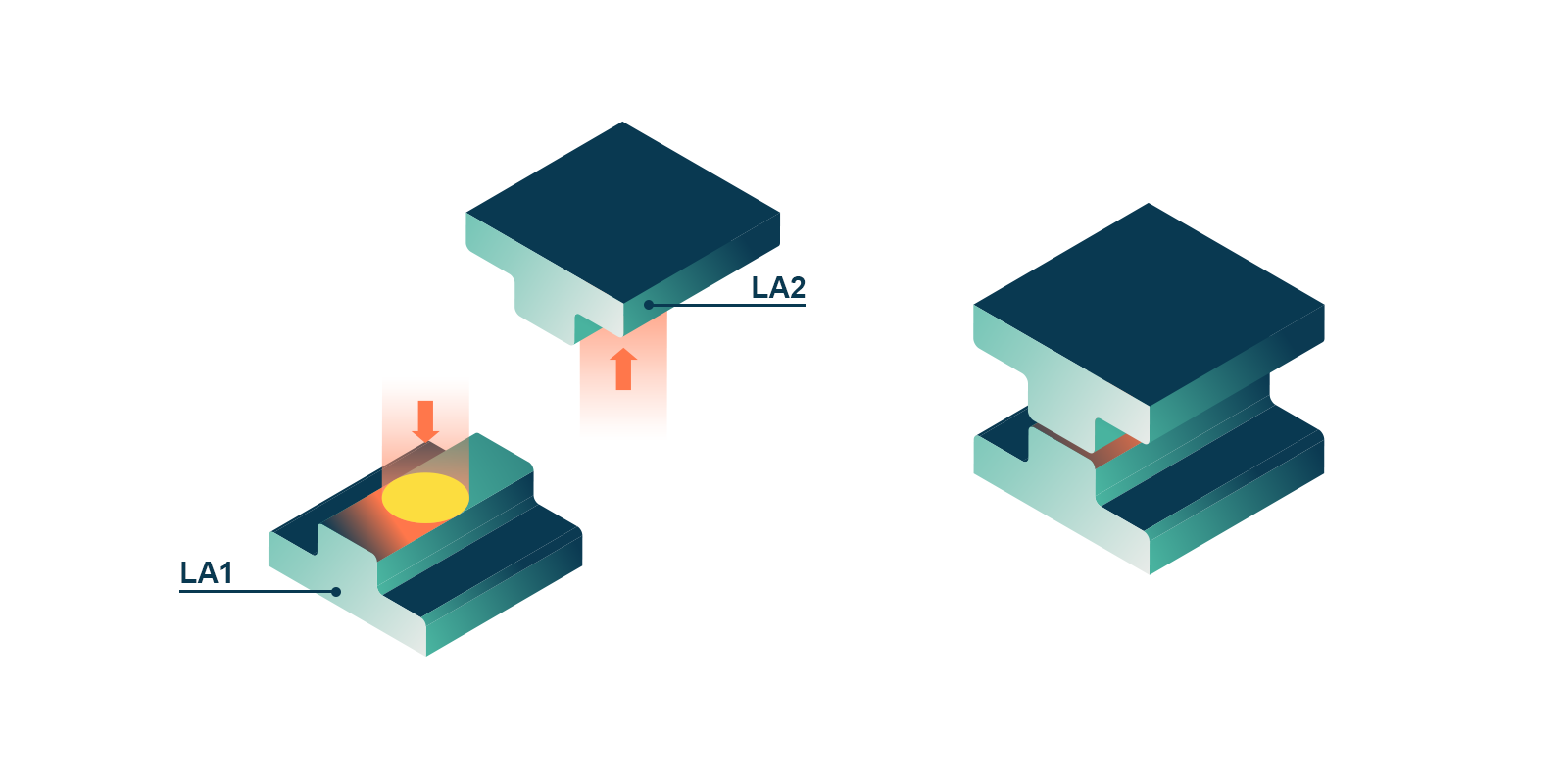
Absorbierende Fügeteile: Flexibles Laserschweißen für undurchsichtige MaterialiennrnBei diesem Verfahren werden zwei absorbierende Fügeteile (LA1 und LA2), die jeweils mit einer Schweißrippe ausgestattet sind, in getrennten Nestern positioniert. Die Laserenergie wird direkt auf die Schweißrippen aufgebracht und schmilzt beide Rippen kontrolliert auf. Sobald der definierte Schmelzzustand erreicht ist, wird der Laser abgeschaltet und die Fügeteile werden mit einer bestimmten Kraft zusammengepresst. In der Kontaktzone verbindet sich das geschmolzene Material und bildet eine starke, dauerhafte Schweißnaht.
Dieses Prinzip eignet sich besonders für Anwendungen, bei denen keine transparenten Materialien verwendet werden können, zum Beispiel kohlefaserverstärkte Kunststoffe, sowie für große Bauteile, komplexe Schweißgeometrien und die Umsetzung neuer Materialkombinationen.
Prozess-Varianten, Systeme und Inspektion
Kontur-, Quasi-Simultan- und Simultanschweißen
Beim Konturschweißen folgt der Laser dem Schweißpfad. Beim Quasi-Simultanschweißen wird die Kontur wiederholt mit hoher Geschwindigkeit gescannt, so dass die Naht fast gleichzeitig erhitzt wird. Beim Simultanschweißen wird die komplette Naht in einem Schritt erwärmt. Die beste Variante hängt von der Geometrie, der Zykluszeit, den Schweißanforderungen und dem Investitionsziel ab.
EVOSYS entwirft den Laserprozess, die Optik, das Spannkonzept und die Automatisierung rund um die Anwendung.
Industrielle Systeme, Module und Inspektion
Industrielles Laser-Kunststoffschweißen kombiniert Laserquelle, Optik, Klemmung, Bewegung, Steuerung und Prozessüberwachung. Je nach Produktionsziel bietet EVOSYS Prozessmodule, Standardsysteme, Spezialsysteme, Software und Inspektionssysteme.
Die Farbauswahl hat einen direkten Einfluss auf die Machbarkeit und das Prozessfenster beim Laser-Kunststoffschweißen. Dunkle und absorbierende Farbkombinationen wie ungefüllt + schwarz oder schwarz + schwarz sind vergleichsweise einfach zu schweißen, da sie die Laserenergie effizient absorbieren und eine stabile Schmelzschicht erzeugen. Bei farbigen Teilen (Farbe + Schwarz, Farbe 1 + Farbe 2 oder Farbe 1 + Farbe 1) wird die Wechselwirkung zwischen Pigmentierung und Laserwellenlänge komplexer und erfordert angepasste Prozessparameter und Materialauswahl.
Am oberen Ende der Schwierigkeitsskala liegen die Kombinationen transparent + transparent und vor allem weiß + weiß, bei denen die Absorption sehr gering ist und der Laserstrahl das Material weitgehend durchdringt. Mit seinem spezialisierten Prozess-Know-how, geeigneten Laserquellen und optimierten Additiven realisiert EVOSYS zuverlässig alle diese anspruchsvollen Farbkombinationen beim industriellen Laser-Kunststoffschweißen.
Materialien, Absorber und Teileanforderungen
Materialien und Absorber
Viele technische Thermoplaste können mit dem Laser geschweißt werden, wenn die Transmission, die Absorption, das Schmelzverhalten und das Teiledesign geeignet sind. Zu den Schlüsselfaktoren gehören optische Eigenschaften, Zusatzstoffe, Farbe, Wandstärke, Verbindungsgeometrie, geringe Spaltmaße, stabile Klemmung und eine wiederholbare Verbindungsfläche.
EVOSYS evaluiert diese Faktoren frühzeitig mit Materialtests, Schweißversuchen und Prozessfensterstudien.
Transparente und aufnahmefähige Verbindungspartner
Standardanwendungen kombinieren oft ein lasertransparentes Oberteil mit einem absorbierenden Unterteil. Für anspruchsvollere Aufgaben bietet EVOSYS zusätzliche Technologien an: EvoClear für transparente Fügeaufgaben und Evo2Step für Anwendungen mit zwei absorbierenden Fügepartnern.
Der richtige Ansatz hängt von Material, optischem Verhalten, Nahtanforderungen, Toleranzen und Produktionszielen ab.
Leitfaden Laserschweißen
Dokument herunterladenAnwendungen, Durchführbarkeit und FAQ
Typische Anwendungen sind Gehäuse, Sensoren, Aktuatoren, medizinische Kartuschen, mikrofluidische Strukturen, elektronische Baugruppen und Komponenten für Konsumgüter. Das Laser-Kunststoffschweißen wird häufig gewählt, wenn Partikel, Vibrationen, Klebstoffe oder mechanische Befestigungen technische oder qualitative Risiken darstellen würden.
EVOSYS unterstützt Anwendungsdesign, Versuche, Prototypen, Machbarkeitsstudien und Produktionssystemkonzepte.
Viele Thermoplaste sind geeignet. Transmission, Absorption, Additive, Schmelzverhalten und Verbindungsdesign bestimmen die Machbarkeit.
Das Laserschweißen wird häufig für empfindliche Komponenten, vibrationsarme Verbindungen, saubere Nähte und kontrollierte Automatisierung bevorzugt.
Ja, unter geeigneten Material- und Prozessbedingungen, zum Beispiel mit EvoClear.
EVOSYS prüft Teile und Materialien, definiert Testziele, führt Schweißversuche durch und bewertet die Schweißnahtfestigkeit, die Dichtungsleistung, die visuelle Qualität und die Produktionsreife.
Möchten Sie ein persönliches Beratungsgespräch?
