
Laser-Direktfügen von Metallen und Polymeren unter Verwendung modulierter cw-Laserstrahlung
Newsletter abonnierenDas Laser-Direktfügen von Metallen mit Polymeren beruht auf zwei wesentlichen Teilprozessen: Der Oberflächenstrukturierung des metallischen Fügepartners und dem Aufschmelzen des thermoplastischen Fügepartners an der Grenzfläche. Bisher werden dafür meist zwei verschiedene Werkzeuge verwendet. Kurzgepulste Laserstrahlung für die Oberflächenstrukturierung und kontinuierliche Laserstrahlung für den Fügeprozess. In einem Forschungsvorhaben der TH Nürnberg mit der Evosys Laser GmbH wurde ein neuer Ansatz entwickelt, bei dem beide Teilprozesse mit derselben cw-Laserstrahlquelle durchgeführt werden, wobei ein besonders effizienter Strukturierprozess durch eine schnelle Leistungsmodulation des Lasers realisiert wurde.
Metall-Kunststoff-Mischbauweisen und Hybridverbindungen gewinnen in vielen technischen Anwendungen an Bedeutung. Neben dem Leichtbaupotenzial für den Mobilitätssektor ermöglicht die gleichzeitige Verwendung metallischer und polymerer Werkstoffe in vielen weiteren Applikationen eine bedarfsgerechte, lokale Anpassung der mechanischen, elektrischen, thermischen, chemischen oder haptischen Produkteigenschaften. Außerdem ermöglicht die Kombination der Materialien auch den Einsatz der jeweils etablierten Formgebungsverfahren und eine wesentlich höhere Gestaltungsfreiheit als bei monolithischen Bauteilen. Für die Herstellung derartiger Mischverbindungen bieten sich eine Reihe von Fügeverfahren an. Das Laser-Direktfügen zeichnet sich gegenüber alternativen Verfahren wie dem Kleben unter anderem durch kurze Fügezeiten und den Entfall von Zusatzwerkstoffen aus. Gegenüber mechanischen Verbindungen wie Nieten oder Schrauben entfällt die Notwendigkeit von Durchgangslöchern für die Befestigungselemente, die zu Querschnittsschwächungen und unerwünschten Spannungskonzentrationen führen.
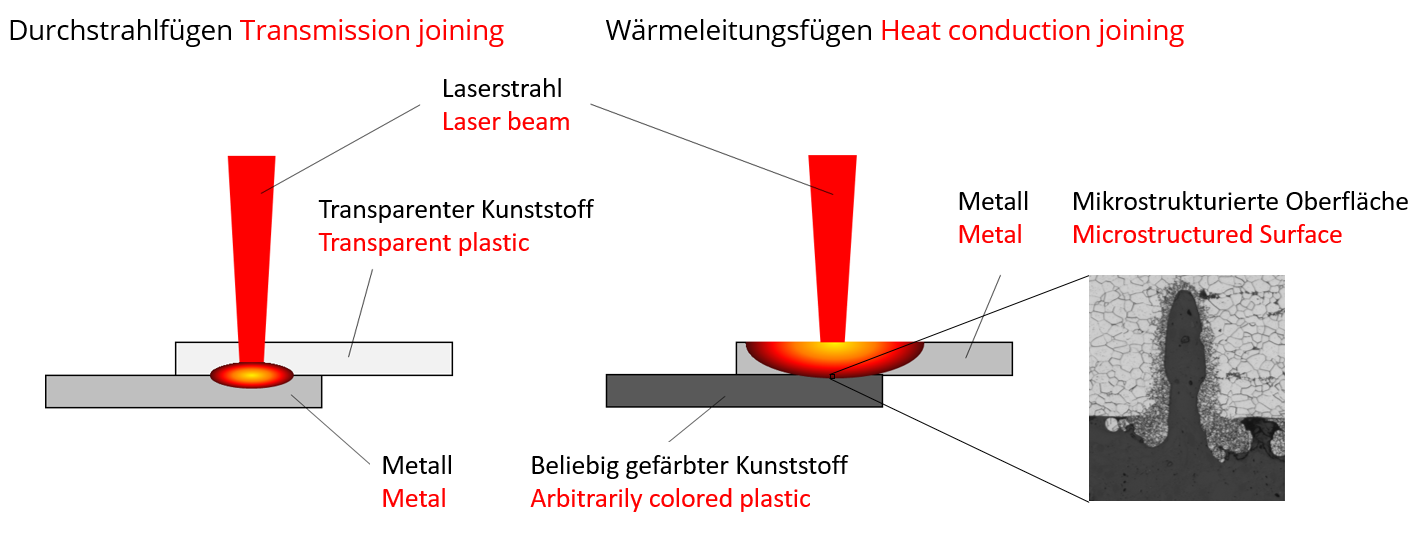
Das Verfahrensprinzip des Laser-Direktfügens ist in Bild 1 dargestellt. Der Prozess besteht aus zwei wesentlichen Schritten: Zunächst wird eine Oberflächenstrukturierung des metallischen Fügepartners vorgenommen. Diese führt zu einer Vergrößerung der Wechselwirkungsfläche zwischen Metall und Kunststoff und bei geeigneten Strukturen zusätzlich zu einer mechanischen Verklammerung der Bauteile. Im zweiten Schritt wird der thermoplastische Fügepartner in Kontakt mit dem Metallbauteil gebracht, angepresst und in der Fügezone bis in den Schmelztemperaturbereich erwärmt. Die Schmelze fließt in die Oberflächenstrukturen und erstarrt dort.
Die Strukturgeometrien haben dabei großen Einfluss auf die resultierende Festigkeit. Beim Laser-Direktfügen können beide Teilprozesse, die Oberflächenstrukturierung und der Fügeprozess, mittels Laserstrahlung durchgeführt werden. Aufgrund der unterschiedlichen Anforderungen an die Strahl-Stoff-Wechselwirkung der Teilprozesse, kommen dafür meist unterschiedliche Laserstrahlquellen und Bearbeitungsstationen zum Einsatz.
Oberflächenstrukturierung
Für die Oberflächenstrukturierung werden aufgrund der benötigten hohen Energiedichte zum Schmelzen und Verdampfen der Metalle meist kurzgepulste Lasersysteme verwendet. Alternativ können auch kontinuierlich betriebene Hochleistungslaser in einem Remote-Schneidprozess zur Oberflächenstrukturierung eingesetzt werden.
Laserstrahlfügen
Bei der Erwärmung der Fügezone wird zwischen dem Durchstrahl-Fügen, bei dem die Metalloberfläche durch das Kunststoffbauteil hindurch bestrahlt wird, und dem Wärmeleitungsfügen, bei dem die Rückseite des Metallbauteils bestrahlt wird und die Erwärmung der Fügezone nur über Wärmeleitung erfolgt, unterschieden. Das Durchstrahlfügen ist auf Materialien mit hinreichender Transmission für die Laserstrahlung limitiert. Dies sind typischerweise ungefärbte und nur mit Glasfasern verstärkte Kunststoffe. Aufgrund der direkten Bestrahlung des Fügebereichs kann eine lokal eng begrenzte Wärmeeinbringung, kurze Fügezeiten und ein geringer Wärmeeinfluss erreicht werden. Das Wärmeleitungsfügen ist unabhängig von den optischen Eigenschaften des Kunststoffbauteils. Im Vergleich zu alternativen Wärmequellen für Direktfüge-Prozesse, wie Infrarot-Heizelementen oder Induktionsspulen lässt sich die Erwärmung dennoch sehr präzise kontrollieren und lokal begrenzen.
Im Forschungsprojekt der Technischen Hochschule Nürnberg und der Evosys Laser GmbH wurde eine kompakte und kostengünstige Systemtechnik entwickelt, mit der die gesamte Prozesskette in einer Anlage und mit nur einer Strahlquelle für den Strukturier- und Fügeprozess realisiert werden kann. Dabei wurde mit Hilfe der schnellen Leistungsmodulation eines kontinuierlichen Faserlasers ein hocheffizienter Strukturierprozess umgesetzt. Gegenüber gepulsten Systemen können durch die Verwendung dieser Laserstrahlquelle bei moderaten Systemkosten hohe mittlere Leistungen bereitgestellt werden und die gleiche Strahlquelle auch für den Fügeprozess genutzt werden. Im Gegensatz zum Remote-Schneiden wird die Dynamik in der Wechselwirkungszone, die für einen effektiven Schmelzeaustrieb benötigt wird, aber nicht in erster Linie durch eine hohe Scangeschwindigkeit, sondern durch die Leistungsmodulation des Lasers erreicht. Dadurch sinken die Anforderungen an die Scansysteme und die Prozessparameter zur Strukturierung und die resultierenden Strukturgeometrien können flexibler eingestellt werden.
Material und Methoden
Die eingesetzten Materialien, Polycarbonat (Makrolon GP 099, Covestro) und Polyamid 6 (PA 6 XT, Gehr) sind ein amorpher und ein teilkristalliner Thermoplast. Polycarbonat ermöglicht aufgrund der hervorragenden optischen Eigenschaften eine direkte Begutachtung der Fügezone und eventuelle Prozessfehler können ohne zerstörende Prüfverfahren erkannt werden. Als metallische Werkstoffe kamen ein niedriglegierter, kaltgewalzter Umformstahl (DC04, 1.0338) und eine hochfeste Aluminiumlegierung (EN-AW 7075, 3.4365) zum Einsatz.
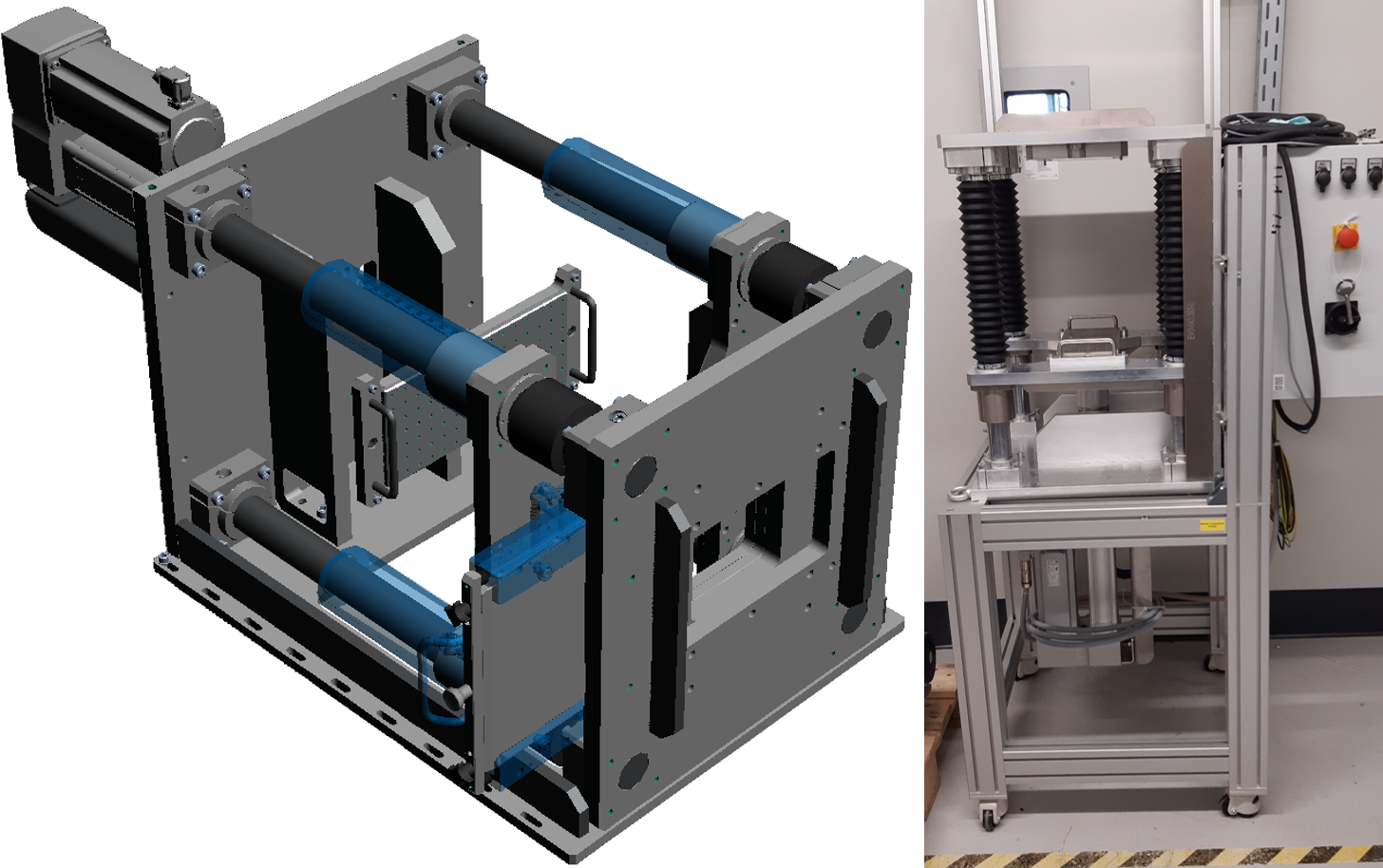
Für die Oberflächenstrukturierung und den Fügeprozess wurde ein Single-Mode Ytterbium-Faserlaser eingesetzt. Zusätzlich wurde eine elektromechanische Spannvorrichtung (Bild 2) mit zwei separaten Bearbeitungsebenen und einem verschiebbaren Werkzeugeinsatz mit Glas-Druckplatte entwickelt.
Durch geeignet gewählte Prozessparameter und deren Variation konnte ein gleichmäßiges Aufschmelzen gewährleistet werden – auch in den kritischen Randbereichen wo eine ungleichmäßige Erwärmung aufgrund der Wärmeleitung im Metallbauteil auszugleichen ist.
Zusammenfassung
Durch den Einsatz eines schnell modulierbaren Faserlasers können die beiden wesentlichen Teilprozesse Oberflächenstrukturierung und Fügen beim Laser-Direktfügen von Kunststoffen mit Metallen mit nur einem Strahlwerkzeug durchgeführt werden. Dies ermöglicht den Aufbau besonders kompakter und kostengünstiger Anlagen und kann so zu einer weiteren Verbreitung des Verfahrens beitragen. Mit dem entwickelten Prozess lassen sich sehr gute Verbindungsfestigkeiten erzielen, wobei besonders der hocheffiziente Strukturierprozess hervorzuheben ist, der zu einer deutlichen Reduzierung der Prozesszeiten führt.