Die Fakuma, die jährlich in Friedrichshafen stattfindet, ist eine der wichtigsten internationalen Fachmessen für die industrielle Kunststoffverarbeitung. Sie zieht Aussteller und Besucher aus der ganzen Welt an und bietet einen umfassenden Überblick über die gesamte Kunststoff-Wertschöpfungskette. Die Ausstellung konzentriert sich stark auf praktische Anwendungen und Produktionsprozesse und deckt Schlüsselbereiche wie Spritzguss, Extrusion, Thermoformung, additive Fertigung und Automatisierung ab. Die Fakuma ist besonders für ihre praxisnahe Atmosphäre bekannt, in der Live-Demonstrationen, funktionierende Maschinen und direkte technische Diskussionen eine zentrale Rolle spielen. Darüber hinaus beleuchtet die Messe aktuelle Branchenthemen wie Nachhaltigkeit, Energieeffizienz, Kreislaufwirtschaft und Digitalisierung.
Auch in diesem Jahr stellt die Evosys Laser GmbH auf der Fakuma aus und präsentiert ihre innovativen Lösungen für das Laser-Kunststoffschweißen. Auf dem Messestand präsentiert Evosys fortschrittliche Systeme, die ein präzises, sauberes und reproduzierbares Fügen von Kunststoffkomponenten ermöglichen und den hohen Anforderungen der modernen industriellen Produktion gerecht werden. Besucher können Live-Demonstrationen erleben und Einblicke gewinnen, wie die Laserschweißtechnologie die Produktqualität verbessern, Prozesszeiten verkürzen und automatisierte Fertigungsumgebungen unterstützen kann. Das Unternehmen unterstreicht auch seine Kompetenz in Bezug auf maßgeschneiderte Systemlösungen und Prozessentwicklung, die den Kunden helfen, ihre Produktionsprozesse zu optimieren und zuverlässige, leistungsstarke Ergebnisse zu erzielen.
Auszeichnung mit dem TOP 100-Siegel – Evosys erneut unter den Innovationsführern
Die Evosys Laser GmbH wurde 2026 erneut mit dem renommierten TOP 100-Gütesiegel für herausragende Innovationen ausgezeichnet. Damit gehören wir erneut zu den innovativsten mittelständischen Unternehmen in Deutschland und setzen unsere Erfolgsgeschichte als Technologieführer im Bereich des Laser-Kunststoffschweißens fort.
Diese Auszeichnung ist ein bedeutender Meilenstein für uns und bestätigt unser kontinuierliches Engagement für Forschung, Entwicklung und zukunftsorientierte Fertigungslösungen. Zum fünften Mal in Folge wurde unsere Innovationskraft von einer unabhängigen Jury gewürdigt – ein Beweis für unsere nachhaltige Strategie und die konsequente Ausrichtung auf die Anforderungen dynamischer Märkte wie der Automobilzulieferindustrie und der Medizintechnik.
Ein Schlüsselfaktor für unseren Erfolg ist unsere Unternehmenskultur, die auf Flexibilität, Agilität und partnerschaftlicher Zusammenarbeit beruht. Wir investieren Zeit und Ressourcen in die Förderung neuer Ideen und setzen auf einen intensiven Dialog – sowohl innerhalb des Teams als auch im Austausch mit Universitäten und Forschungseinrichtungen. Das sichert uns den Zugang zu den neuesten wissenschaftlichen Erkenntnissen und stärkt langfristig unsere Innovationskraft.
Ein aktuelles Beispiel für unsere Innovationskraft ist das Schweißsystem Evo2Step, das unter der persönlichen Aufsicht der Geschäftsführung entwickelt wurde. Diese Lösung setzt neue Maßstäbe beim Laser-Kunststoffschweißen und unterstreicht unser Engagement, technologische Entwicklungen aktiv voranzutreiben.
Die erneute Auszeichnung mit dem TOP 100-Gütesiegel ist für uns Bestätigung und Motivation zugleich. Es ist Ausdruck der gemeinsamen Leistung aller unserer Mitarbeiter und ein Ansporn, Ihnen auch in Zukunft innovative und nachhaltige Fertigungslösungen anzubieten.
Die Preisverleihung findet am 26. Juni 2026 im Rahmen des Deutschen Mittelstandsgipfels in Heidelberg statt.
Auszeichnung mit dem TOP 100-Siegel – Evosys erneut unter den Innovationsführern

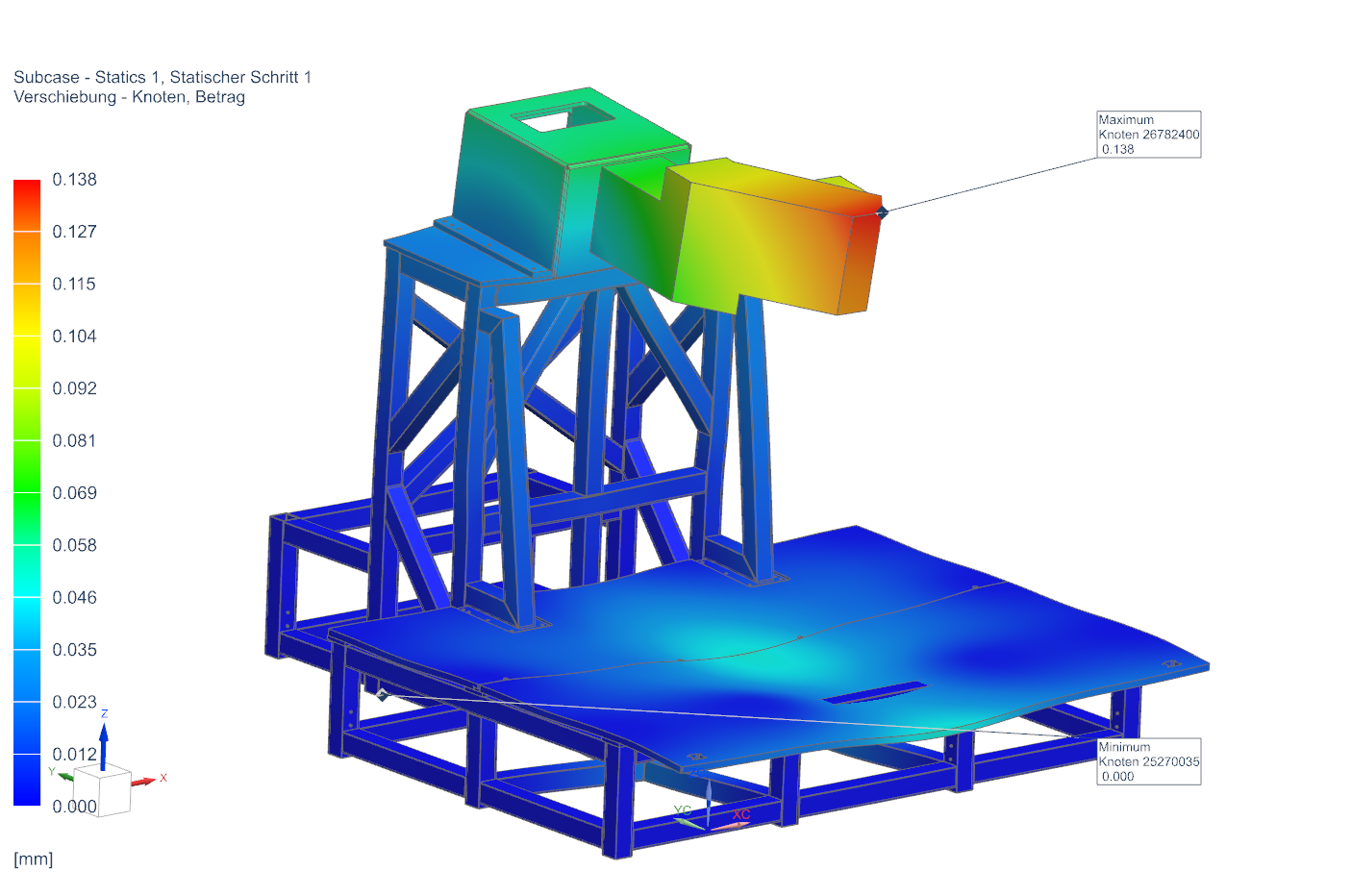
Eine belastbare Schweißverbindung beginnt nicht erst an der Anlage, sondern bereits in der Bauteilauslegung. Mit FEM-Berechnungen in Siemens NX bewertet EVOSYS kritische Geometrien, Spannungsverteilungen und Prozessrisiken frühzeitig, bevor Werkzeug- oder Anlagenentscheidungen getroffen werden.
Methodische Grundlagen
Mit NX Nastran lassen sich verschiedene Simulationsarten abbilden:
• Lineare und nichtlineare Strukturmechanik
• Thermische Analysen
• Dynamische Untersuchungen (Eigenfrequenzen, Schwingungsverhalten)
• Bruch- und Lebensdaueranalysen
Durch die Integration in Siemens NX erfolgt die Modellierung direkt aus dem CAD-Datensatz, wodurch konsistente und zeiteffiziente Berechnungen ermöglicht werden.
Anwendungsfelder
Die FEM-Berechnung mit Siemens NX bietet praxisnahe Unterstützung bei:
• Bauteiloptimierungen in Kunststoff- und Metallanwendungen
• Beurteilung der Herstellbarkeit und Stabilität von Spritzgießwerkzeugen
• Vorhersage von Verformungen und Spannungen bei komplexen Baugruppen
• Integration von Füllsimulationen im Konstruktionsprozess
Vorteile für die Entwicklung
• Frühzeitige Erkennung potenzieller Schwachstellen im Design
• Reduzierung von Iterationen in der physischen Prototypenphase
• Höhere Produktzuverlässigkeit und Lebensdauer
• Wirtschaftlichere Auslegung von Werkzeugen und Bauteilen
Praxisbezug
Unsere langjährige Erfahrung in Konstruktion und Simulation ermöglicht es, die FEM-Methodik gezielt in Entwicklungsprojekte einzubringen. Besonders im Bereich kunststoffgerechter Bauteile unterstützt FEM die Bewertung von Designvarianten und die sichere Auslegung für die Serienfertigung.
Kontakt
Evosys Laser Services GmbH
Felix-Klein-Straße 75A
91058 Erlangen
Telefon: +49 9131 40180-0
E-Mail: info@evosys-services.com
Web: www.evosys-services.com
Das Laser-Direktfügen von Metallen mit Polymeren beruht auf zwei wesentlichen Teilprozessen: Der Oberflächenstrukturierung des metallischen Fügepartners und dem Aufschmelzen des thermoplastischen Fügepartners an der Grenzfläche. Bisher werden dafür meist zwei verschiedene Werkzeuge verwendet. Kurzgepulste Laserstrahlung für die Oberflächenstrukturierung und kontinuierliche Laserstrahlung für den Fügeprozess. In einem Forschungsvorhaben der TH Nürnberg mit der Evosys Laser GmbH wurde ein neuer Ansatz entwickelt, bei dem beide Teilprozesse mit derselben cw-Laserstrahlquelle durchgeführt werden, wobei ein besonders effizienter Strukturierprozess durch eine schnelle Leistungsmodulation des Lasers realisiert wurde.
Metall-Kunststoff-Mischbauweisen und Hybridverbindungen gewinnen in vielen technischen Anwendungen an Bedeutung. Neben dem Leichtbaupotenzial für den Mobilitätssektor ermöglicht die gleichzeitige Verwendung metallischer und polymerer Werkstoffe in vielen weiteren Applikationen eine bedarfsgerechte, lokale Anpassung der mechanischen, elektrischen, thermischen, chemischen oder haptischen Produkteigenschaften. Außerdem ermöglicht die Kombination der Materialien auch den Einsatz der jeweils etablierten Formgebungsverfahren und eine wesentlich höhere Gestaltungsfreiheit als bei monolithischen Bauteilen. Für die Herstellung derartiger Mischverbindungen bieten sich eine Reihe von Fügeverfahren an. Das Laser-Direktfügen zeichnet sich gegenüber alternativen Verfahren wie dem Kleben unter anderem durch kurze Fügezeiten und den Entfall von Zusatzwerkstoffen aus. Gegenüber mechanischen Verbindungen wie Nieten oder Schrauben entfällt die Notwendigkeit von Durchgangslöchern für die Befestigungselemente, die zu Querschnittsschwächungen und unerwünschten Spannungskonzentrationen führen.
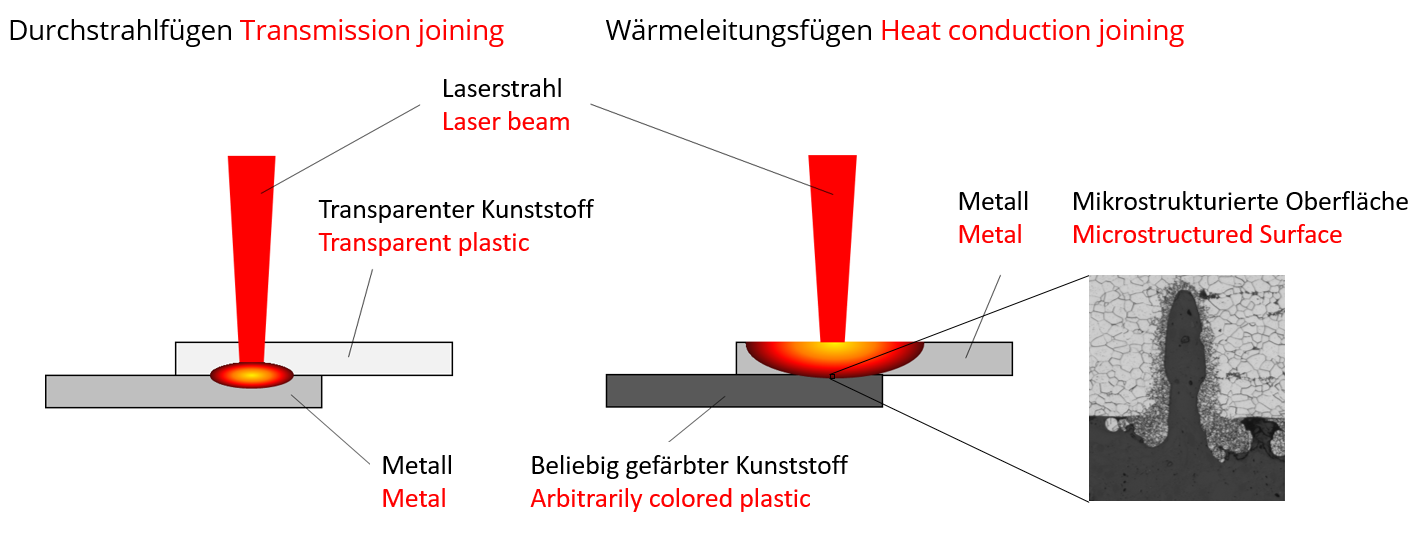
Das Verfahrensprinzip des Laser-Direktfügens ist in Bild 1 dargestellt. Der Prozess besteht aus zwei wesentlichen Schritten: Zunächst wird eine Oberflächenstrukturierung des metallischen Fügepartners vorgenommen. Diese führt zu einer Vergrößerung der Wechselwirkungsfläche zwischen Metall und Kunststoff und bei geeigneten Strukturen zusätzlich zu einer mechanischen Verklammerung der Bauteile. Im zweiten Schritt wird der thermoplastische Fügepartner in Kontakt mit dem Metallbauteil gebracht, angepresst und in der Fügezone bis in den Schmelztemperaturbereich erwärmt. Die Schmelze fließt in die Oberflächenstrukturen und erstarrt dort.
Die Strukturgeometrien haben dabei großen Einfluss auf die resultierende Festigkeit. Beim Laser-Direktfügen können beide Teilprozesse, die Oberflächenstrukturierung und der Fügeprozess, mittels Laserstrahlung durchgeführt werden. Aufgrund der unterschiedlichen Anforderungen an die Strahl-Stoff-Wechselwirkung der Teilprozesse, kommen dafür meist unterschiedliche Laserstrahlquellen und Bearbeitungsstationen zum Einsatz.
Oberflächenstrukturierung
Für die Oberflächenstrukturierung werden aufgrund der benötigten hohen Energiedichte zum Schmelzen und Verdampfen der Metalle meist kurzgepulste Lasersysteme verwendet. Alternativ können auch kontinuierlich betriebene Hochleistungslaser in einem Remote-Schneidprozess zur Oberflächenstrukturierung eingesetzt werden.
Laserstrahlfügen
Bei der Erwärmung der Fügezone wird zwischen dem Durchstrahl-Fügen, bei dem die Metalloberfläche durch das Kunststoffbauteil hindurch bestrahlt wird, und dem Wärmeleitungsfügen, bei dem die Rückseite des Metallbauteils bestrahlt wird und die Erwärmung der Fügezone nur über Wärmeleitung erfolgt, unterschieden. Das Durchstrahlfügen ist auf Materialien mit hinreichender Transmission für die Laserstrahlung limitiert. Dies sind typischerweise ungefärbte und nur mit Glasfasern verstärkte Kunststoffe. Aufgrund der direkten Bestrahlung des Fügebereichs kann eine lokal eng begrenzte Wärmeeinbringung, kurze Fügezeiten und ein geringer Wärmeeinfluss erreicht werden. Das Wärmeleitungsfügen ist unabhängig von den optischen Eigenschaften des Kunststoffbauteils. Im Vergleich zu alternativen Wärmequellen für Direktfüge-Prozesse, wie Infrarot-Heizelementen oder Induktionsspulen lässt sich die Erwärmung dennoch sehr präzise kontrollieren und lokal begrenzen.
Im Forschungsprojekt der Technischen Hochschule Nürnberg und der Evosys Laser GmbH wurde eine kompakte und kostengünstige Systemtechnik entwickelt, mit der die gesamte Prozesskette in einer Anlage und mit nur einer Strahlquelle für den Strukturier- und Fügeprozess realisiert werden kann. Dabei wurde mit Hilfe der schnellen Leistungsmodulation eines kontinuierlichen Faserlasers ein hocheffizienter Strukturierprozess umgesetzt. Gegenüber gepulsten Systemen können durch die Verwendung dieser Laserstrahlquelle bei moderaten Systemkosten hohe mittlere Leistungen bereitgestellt werden und die gleiche Strahlquelle auch für den Fügeprozess genutzt werden. Im Gegensatz zum Remote-Schneiden wird die Dynamik in der Wechselwirkungszone, die für einen effektiven Schmelzeaustrieb benötigt wird, aber nicht in erster Linie durch eine hohe Scangeschwindigkeit, sondern durch die Leistungsmodulation des Lasers erreicht. Dadurch sinken die Anforderungen an die Scansysteme und die Prozessparameter zur Strukturierung und die resultierenden Strukturgeometrien können flexibler eingestellt werden.
Material und Methoden
Die eingesetzten Materialien, Polycarbonat (Makrolon GP 099, Covestro) und Polyamid 6 (PA 6 XT, Gehr) sind ein amorpher und ein teilkristalliner Thermoplast. Polycarbonat ermöglicht aufgrund der hervorragenden optischen Eigenschaften eine direkte Begutachtung der Fügezone und eventuelle Prozessfehler können ohne zerstörende Prüfverfahren erkannt werden. Als metallische Werkstoffe kamen ein niedriglegierter, kaltgewalzter Umformstahl (DC04, 1.0338) und eine hochfeste Aluminiumlegierung (EN-AW 7075, 3.4365) zum Einsatz.
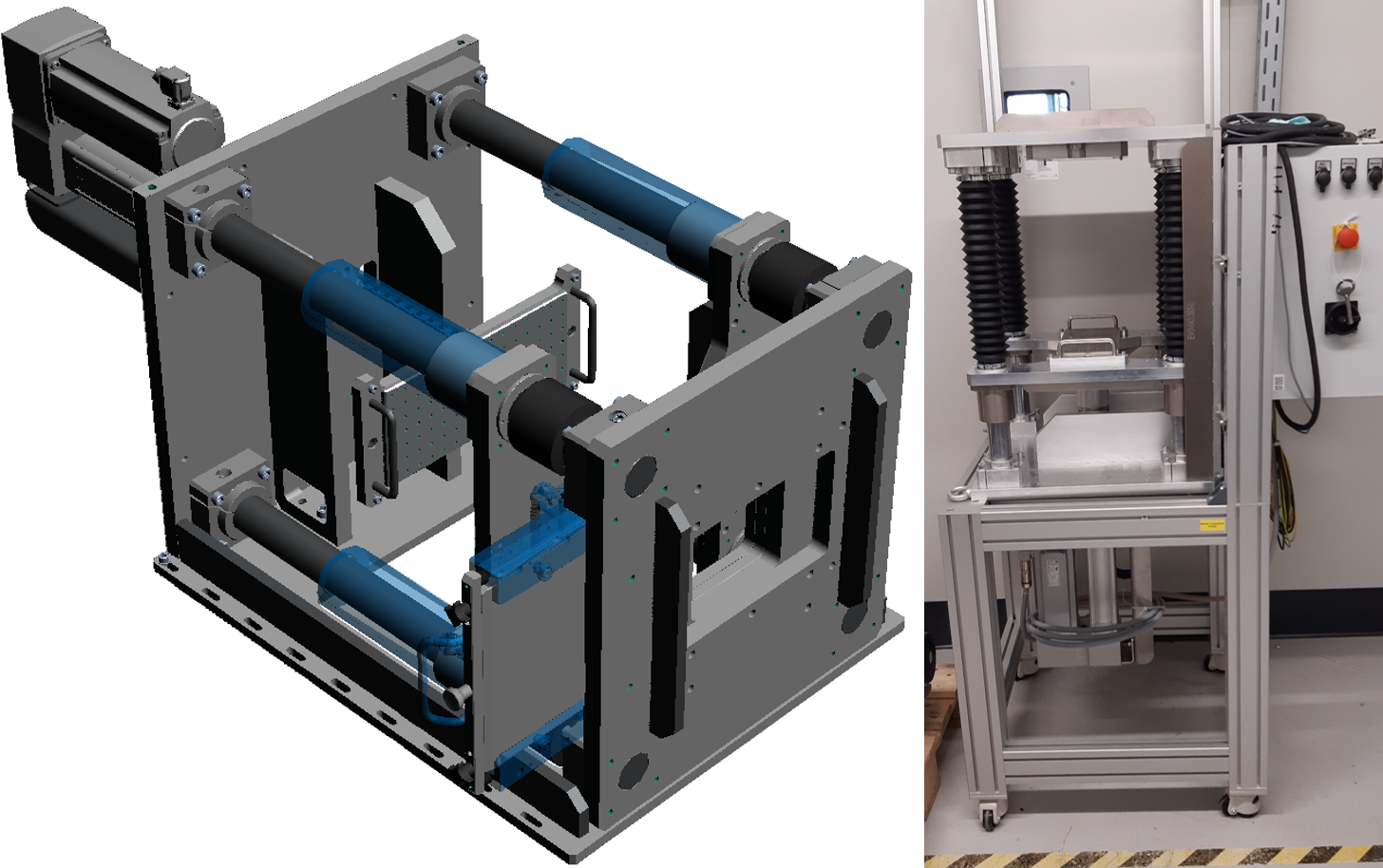
Für die Oberflächenstrukturierung und den Fügeprozess wurde ein Single-Mode Ytterbium-Faserlaser eingesetzt. Zusätzlich wurde eine elektromechanische Spannvorrichtung (Bild 2) mit zwei separaten Bearbeitungsebenen und einem verschiebbaren Werkzeugeinsatz mit Glas-Druckplatte entwickelt.
Durch geeignet gewählte Prozessparameter und deren Variation konnte ein gleichmäßiges Aufschmelzen gewährleistet werden – auch in den kritischen Randbereichen wo eine ungleichmäßige Erwärmung aufgrund der Wärmeleitung im Metallbauteil auszugleichen ist.
Zusammenfassung
Durch den Einsatz eines schnell modulierbaren Faserlasers können die beiden wesentlichen Teilprozesse Oberflächenstrukturierung und Fügen beim Laser-Direktfügen von Kunststoffen mit Metallen mit nur einem Strahlwerkzeug durchgeführt werden. Dies ermöglicht den Aufbau besonders kompakter und kostengünstiger Anlagen und kann so zu einer weiteren Verbreitung des Verfahrens beitragen. Mit dem entwickelten Prozess lassen sich sehr gute Verbindungsfestigkeiten erzielen, wobei besonders der hocheffiziente Strukturierprozess hervorzuheben ist, der zu einer deutlichen Reduzierung der Prozesszeiten führt.
Temperaturregelung als Schlüssel zum Erfolg beim Laserschweißen: Temperaturempfindliche thermoplastische Kunststoffe und fokussierte Hochleistungslaser zum Schweißen. Was zunächst nach einem Widerspruch klingt, eröffnet in der Praxis vielfältige Anwendungen. Die Online-Temperaturregelung mittels Hochgeschwindigkeitspyrometer macht es möglich. Evosys Laser hat einen Bearbeitungskopf entwickelt, der nun auch für den Quasisimultanschweißprozess eine vollautomatische, temperaturgeregelte Prozessführung erlaubt.
Berührungslos, schnell, sauber, sicher, wirtschaftlich. Das Laserdurchstrahlschweißen von Kunststoffen bietet viele Vorteile. Mit der stark gebündelten Laserstrahlung lässt sich die zum Schweißen benötigte Energie sehr zielgerichtet in die Fügezone einbringen und so belastbare, hermetisch dichte und optisch ansprechende Schweißverbindungen erzeugen. Empfindliche Bauteile in der Umgebung werden weder einer Temperatur- noch einer Schwingungsbelastung oder Partikeln ausgesetzt, sodass das Verfahren zum Beispiel zum Verschließen von Gehäusen für sensible elektronische Hightechprodukte eingesetzt werden kann.
Doch die hohe Leistungsdichte im Laserfokus bringt auch Gefahren mit sich. Ein Fügespalt zwischen den Komponenten verringert die Wärmeübertragung in der Fügezone und kann zu thermischer Werkstoffschädigung oder lokalen Verbrennungen im absorbierenden Bauteil führen. Ausgelöst wird solch ein Luftspalt beispielsweise durch Maß- oder Positionsabweichungen der Bauteile oder eine falsche Einstellung der Spannvorrichtung. Verschmutzungen der Oberflächen des transparenten Bauteils oder der Spannwerkzeuge können oberflächliche Verbrennungen hervorrufen. Aber auch eine zu geringe Temperatur in der Fügezone, beispielsweise aufgrund von übermäßiger Absorption oder Streuung der Laserstrahlung im transparenten Fügepartner ist problematisch, da dies zu verringerten Verbindungsfestigkeiten führt.
Temperaturüberwachung mittels Pyrometer
Eine präzise Temperaturführung ist deshalb entscheidend für den Prozesserfolg. Beim Kontur- und Radialschweißen mit Festoptiken kann ein berührungsloses Infrarot-Strahlungsthermometer (Pyrometer) koaxial in den Strahlengang der Bearbeitungsoptik eingebracht werden. Mit diesem wird während des Schweißprozesses die aus der Fügezone emittierte plancksche Wärmestrahlung erfasst. So kann die aktuelle Temperatur gemessen und zur Regelung des Prozesses, zum Beispiel durch Anpassen der Laserleistung oder Vorschubgeschwindigkeit eingesetzt werden.
Für den Ausgleich eines Fügespaltes bietet sich aber vor allem das Quasisimultanschweißen an. Bei diesem Verfahren wird der Laserstrahl mit Hilfe eines Galvanometer-Spiegelscanners mit sehr hoher Geschwindigkeit mehrfach über die gewünschte Nahtkontur geführt. Bei jedem Scandurchlauf steigt die Temperatur im bestrahlten Bereich inkrementell an, bis die gesamte Nahtkontur gleichzeitig plastifiziert ist. Dies ermöglicht die Realisierung eines Abschmelzwegs und somit einen Ausgleich von Fertigungs- und Positionstoleranzen und das hermetische Verschweißen selbst im Falle eines Fügespalts.
Scannerbasierte Echtzeit-Pyrometrie
Um auch in scannerbasierten Anwendungen eine Online-Temperaturmessung zu ermöglichen hat Evosys einen Bearbeitungskopf entwickelt, der einen komplexen Galvanometer-Scankopf und ein hochempfindliches Hochgeschwindigkeitspyrometer kombiniert. Der Scanner ist mit besonders großen Spiegeln mit optimierter Beschichtung ausgestattet, um möglichst viel Wärmestrahlung aus der Prozesszone zu erfassen und über einen Strahlteiler zum Pyrometer zu lenken. Durch die Platzierung des Fokussiersystems vor den Scannerspiegeln wird kein F-Theta-Scanobjektiv benötigt. Dadurch ist die koaxiale Ausrichtung des Messpunkts und des Bearbeitungslasers an jeder Position des Scanfeldes gewährleistet und die Transmissionseigenschaften der Linsen beeinflussen die Temperaturmessung nicht. Das Pyrometer zeichnet sich durch eine hohe Empfindlichkeit und kurze Einstellzeiten aus und ermöglicht die Messung von Temperaturen bereits ab 50 °C. Mit dem System kann auch in hochdynamischen Quasisimultanschweißprozessen eine Echtzeit-Temperaturregelung erfolgen.

Vollintegrierte Lösung
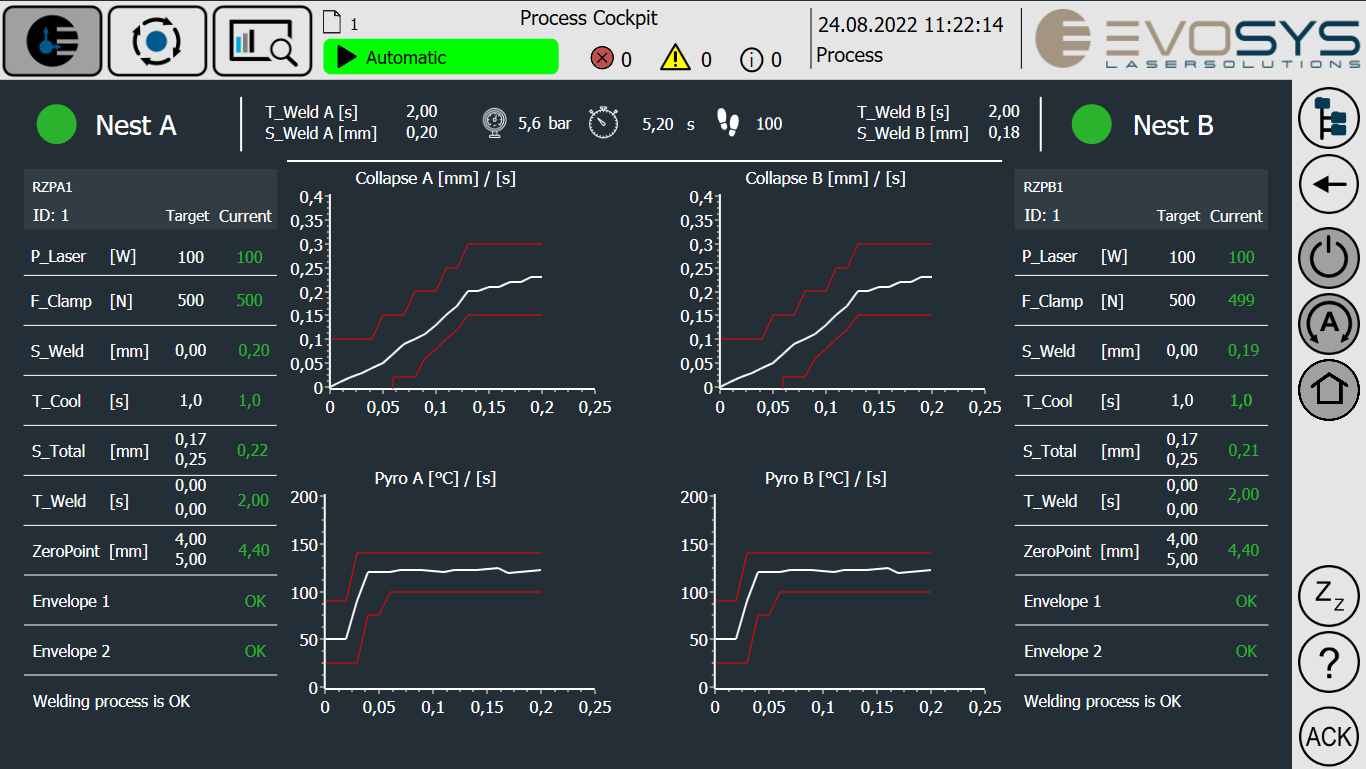
Das neue Bearbeitungsmodul erlaubt nun auch für den Quasisimultanschweißprozess eine vollautomatische, temperaturgeregelte Prozessführung. Die nahtlose Integration in die Prozesssoftware EvoLaP erleichtert dabei die Prozesseinrichtung. Da die Temperatursignale stets an der Bearbeitungsstelle aufgenommen werden, entfällt eine Positionszuordnung und die Messwerte können als einfache Zeit-Temperatur-Kurven ausgewertet werden. Anhand von Gutteilen kann ein Sollwert des Zeit-Temperaturverlaufs gespeichert und mit praktikablen Toleranzen als Hüllkurve versehen werden. Dies ermöglicht auch eine einfache Berücksichtigung von bauteilspezifischen Besonderheiten, wie z.B. einer teilweisen Verschattung des Strahlengangs und Reflexionen der Wärmestrahlung, zum Beispiel an der Spannvorrichtung.
Das Temperatursignal kann zusammen mit anderen Kriterien wie dem Setzweg als Regelgröße für den Quasisimultanschweißprozess genutzt werden. So können selbst bei größeren Schwankungen der Eigenschaften verschiedener Bauteile oder Chargen zuverlässige Schweißverbindungen erzeugt und auftretende Prozessfehler wie lokale Temperaturüberhöhungen sicher erkannt werden. Neben der Optimierung der Verbindungsfestigkeit werden durch die Echtzeit-Regelung auch die durchschnittlichen Prozesszeiten reduziert, da der Schweißvorgang für jedes Bauteil unmittelbar bei Erreichen der gewünschten Kombination aus Setzweg und Fügetemperatur beendet werden kann.
Anwendungsspezifische Systemauslegung
Durch eine anwendungsspezifische Anpassung der Laser- und Pyrometerwellenlängen sowie der Strahlteiler und Filter in den Strahlengängen auf die optischen Eigenschaften des transparenten Fügepartners kann die Signalstärke maximiert und die Prozesssicherheit weiter erhöht werden. Das gesamte optische System wird werkseitig kalibriert, sodass die optische Dämpfung aller Komponenten in den Messungen berücksichtigt ist. Für die Anwender bedeutet das minimalen Einrichtaufwand, ein Maximum an Prozesssicherheit und eine erheblich geringere Ausschussquote auch in herausfordernden Anwendungen.
Sie haben Fragen zu dieser Technologie? Gerne klären wir diese in einer persönlichen Beratung. Sie erreichen uns telefonisch unter +49 9131 – 4088 – 1029 (Hr. Holger Aldebert) oder per E-Mail an sales@evosys-laser.com.